- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search

Views: 0 Author: Site Editor Publish Time: 2026-07-02 Origin: Site
Modern foundries face escalating pressure to reduce defect rates. Managers must navigate volatile raw material costs daily. Traditional resources like zircon fluctuate wildly in price. You also must meet increasingly strict environmental standards. Traditional silica sand limitations often create massive hidden financial burdens. These burdens pile up rapidly in precision casting environments. Common issues include thermal expansion defects and severe waste generation. Silicosis risks also constantly threaten worker safety. You cannot simply accept these hidden expenses as normal business costs. We must adopt engineered solutions to stay competitive. Enter ceramic foundry sand. It serves as a highly engineered alternative. This material shifts the operational focus entirely. You no longer chase the lowest cost per ton. Instead, you target the lowest cost per successful casting. Upgrading your molding media directly impacts part quality. It also improves regulatory compliance across your facility. You will discover exactly how this transition benefits your operations.
ROI Over Initial Price: Ceramic sand requires a higher upfront investment but delivers a lower total cost of ownership through high reclaimability and reduced binder usage.
Defect Reduction: Near-zero thermal expansion minimizes veining and dimensional inaccuracies in precision casting.
Sustainability & Compliance: Eliminates respirable silica risks, future-proofing foundries against tightening OSHA/EPA regulations.
Supplier Cruciality: Partnering with a vetted ceramic foundry sand supplier ensures consistent particle distribution and reliable supply chains, which are critical for predictable performance.
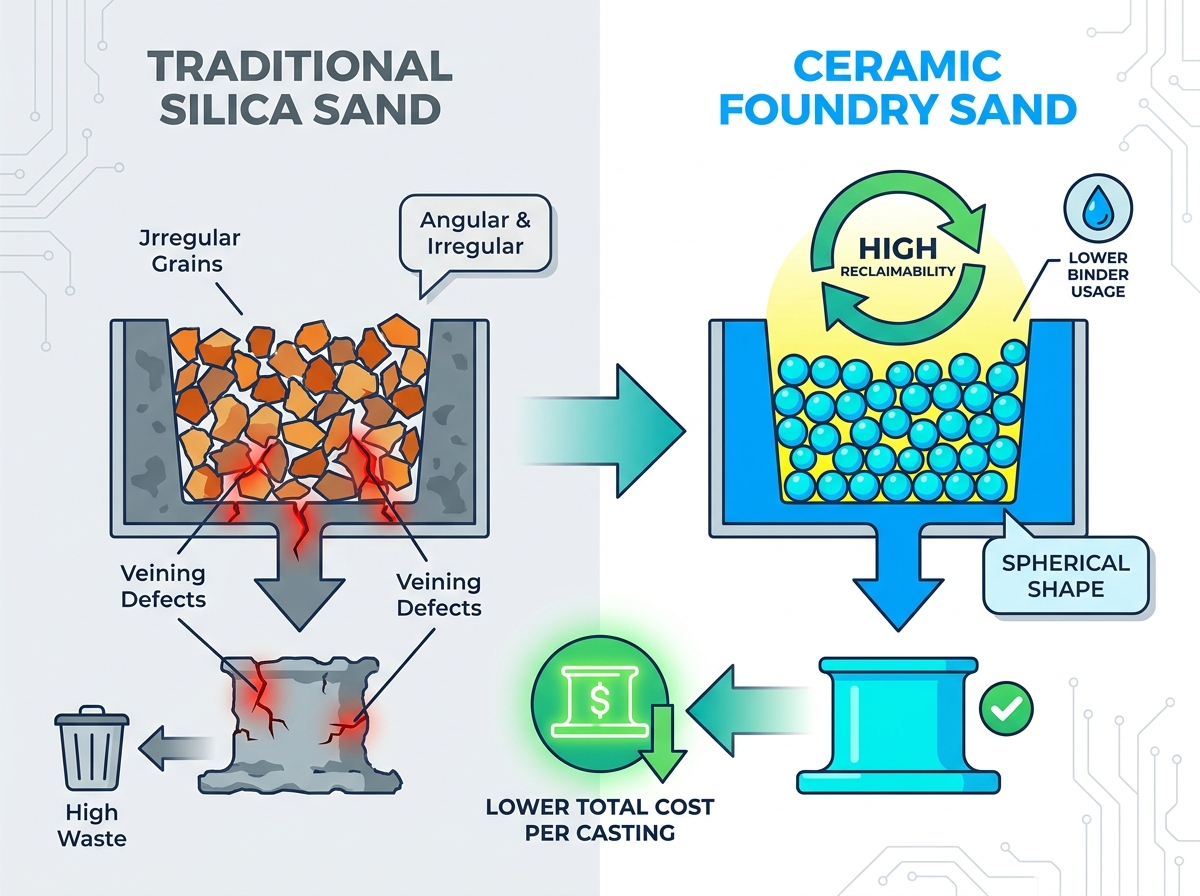
Angular grains dominate traditional sand molds. They rub violently against each other during mixing. This friction causes grain breakdown and immense dust generation. We see a stark contrast when introducing spherical ceramic foundry sand. Its engineered shape changes fundamental mold physics. The round grains flow smoothly like water. They pack densely and evenly inside the tooling. This eliminates the unpredictable voids commonly found in angular sands.
You must redefine success criteria before making the switch. Do not look solely at raw material prices. Silica looks incredibly cheap on a purchase order. However, silica often generates massive scrap rates. Success means measuring returns through reduced defect numbers. You should calculate fewer finishing hours in the grinding room. Lower waste disposal fees also factor heavily into true ROI. Your finance team will appreciate these comprehensive savings.
Foundries must implement a reality check regarding processing equipment. You need adequate reclamation systems immediately. Mechanical or thermal reclaimers unlock the true financial benefits. Dropping this engineered material into a dump-and-replace system wastes money. You must actively recover and reuse the grains. High-efficiency reclaimers pull the binder off the spheres. They return clean grains for the next casting cycle. Investing in reclamation equipment guarantees long-term profitability.
Industry standards demand absolute perfection. Choosing a high-quality refractory-grade foundry sand transforms your casting floor. Let us explore the five core advantages.
Silica sand expands significantly under high heat. This rapid expansion causes the mold body to crack. Liquid metal then flows directly into these cracks. The result is a costly veining defect. Ceramic grains possess a unique mullite and corundum composition. This specific mineral structure actively resists thermal shock. It exhibits near-zero thermal expansion during molten metal pours.
Low expansion eliminates veining entirely. It actively prevents scabbing and severe warp defects. You achieve incredibly tight dimensional tolerances consistently. Precision parts retain their exact intended shapes. Machinists spend far less time correcting warped castings. You deliver accurate components directly to your end customers. High dimensional accuracy builds serious trust in your manufacturing capabilities.
Traditional sands crush easily under mechanical stress. They turn into useless dust after just one pour. This dust requires expensive landfill disposal. We solve this problem using reusable ceramic sand. The engineered spheres boast incredible fracture toughness. They survive intense heat and highly aggressive reclamation processes.
Reclamation rates often exceed 95 percent daily. This high recovery rate drastically reduces new material procurement. You stop buying truckloads of replacement silica every week. Landfill disposal costs plummet simultaneously. A conservative ROI assumption shows break-even within months. Foundries processing large volumes see even faster returns. The economics heavily favor reusing these durable spherical grains.
Angular sand grains have massive surface areas. They require large volumes of resin to coat them fully. You waste expensive chemicals trying to bind jagged edges. Spherical grains have the lowest possible surface area naturally. They require 30 to 50 percent less resin. You still achieve the exact same tensile mold strength.
Reducing binder consumption creates massive secondary benefits. Burning resin generates harmful gases during metal pouring. These gases get trapped inside the solidifying metal. They cause severe porosity defects in the final part. Using less binder means producing far fewer core gases. You automatically slash gas-related casting defects. Your facility environmental emissions also drop significantly.
Sand Type Performance Comparison
Metric | Traditional Silica | Engineered Ceramic Grains |
|---|---|---|
Resin Addition Rate | 1.2% - 1.5% | 0.6% - 0.9% |
Grain Breakage Rate | High (Generates Dust) | Extremely Low |
Typical Recovery Rate | 60% - 70% | 95% - 98% |
Gas Generation | High | Low |
Modern manufacturing demands highly complex metal alloys. High-temperature steel and iron pours destroy standard molds. Silica melts and fuses to the cooling casting surface. This creates severe burn-on defects. Workers must then grind the fused sand away manually. This labor-intensive process damages the casted part frequently.
Ceramic grains offer a remarkably high melting point. They easily withstand temperatures exceeding 1800°C. This exceptional refractoriness makes it an ideal precision casting sand. You can pour aggressive alloys without fear of burn-on. The mold maintains its integrity under extreme thermal stress. Your castings emerge incredibly clean and ready for minimal processing.
Irregular grains pack completely unpredictably. They create dense pockets blocking crucial exhaust channels. Gases cannot escape the mold fast enough. Uniform spherical grains pack very predictably every time. They naturally create consistent interstitial spaces between the spheres. This precise geometry allows excellent venting of core gases.
Good air permeability actively prevents internal pressure build-up. The metal flows smoothly against the core surface. This predictable packing leaves a superior surface finish. The final cast part looks incredibly smooth. You greatly reduce post-processing labor and shot blasting time. Customers always notice the premium aesthetic of a well-cast component.
Every major process upgrade involves specific trade-offs. We must transparently acknowledge the upfront cost hurdle. Ceramic grains cost significantly more per ton than silica. Sticker shock often deters procurement managers initially. You must look past the initial invoice completely. Calculate the massive reduction in scrap and binder costs. The long-term savings heavily outweigh the initial purchase price.
Implementation requires careful recalibration needs constantly. You cannot simply drop ceramic spheres into a silica process. Sand mixing equipment needs immediate adjustments. You must change your binder formulations entirely. Using historical resin ratios will ruin the batch completely. The spheres require much less chemical addition. Operators must receive thorough training on the new parameters.
We highly recommend a phased rollout to mitigate risks. Do not convert your entire foundry overnight. Start small to baseline performance metrics safely.
Follow these implementation steps:
Select a high-complexity core exhibiting frequent veining defects.
Run a limited pilot test using adjusted binder ratios.
Measure the surface finish and verify dimensional accuracy.
Calculate the exact binder savings from the test batch.
Gradually expand usage to full molds after verifying results.
Phasing the rollout builds confidence among your engineering team. It safely isolates variables and proves the financial model locally.
Finding the right partner determines your ultimate success. You need a reliable ceramic foundry sand supplier. They must understand metallurgical chemistry and complex logistics deeply. Use strict criteria to evaluate potential manufacturing partners.
Quality assurance and consistency rank highest. Demand batch-to-batch consistency reports before signing long-term contracts. You need to review the sieve analysis thoroughly. Ask for the precise aluminum oxide content percentages. Verify the sphericity percentage of the actual grains. Inconsistent batches will destroy your carefully calibrated binder ratios. A reputable partner provides transparent testing data willingly.
Evaluate supply chain stability carefully. Production halts cost thousands of dollars per hour. Assess the core production capacity of the vendor. Review their warehousing logistics and delivery networks. Ask about typical lead times during peak manufacturing seasons. You must guarantee an uninterrupted flow of materials. Global shipping delays should not impact your daily pours.
Technical support separates great partners from average vendors. Prioritize vendors offering robust on-site engineering support. The best teams visit your facility during initial trial runs. They help optimize binder formulations on your specific equipment. They also conduct comprehensive reclamation system audits. This hands-on guidance ensures a smooth and highly profitable transition.
Shifting your molding media represents a strategic process upgrade. It is never just a simple material swap. You are fundamentally changing how your foundry operates. Engineered spheres eliminate the historical constraints of angular grains. You reduce dangerous dust and minimize casting defects simultaneously. Reclaiming the grains protects your profit margins against severe inflation.
Your team must take action to remain competitive. Encourage your decision-makers to request a physical sample today. Run a pilot core test on your most difficult casting. Measure the direct reduction in veining and gas porosity. Track the immediate drop in expensive resin usage. Gather empirical data on your own foundry floor. This proactive step will clearly demonstrate the massive operational advantages.
A: Yes, mixing remains technically viable for basic molds. However, experts caution against this for high-precision applications. Silica and engineered ceramics have vastly different thermal expansion rates. Mixing them creates unpredictable thermal stresses during a pour. This unpredictability leads directly to dimensional inaccuracies and localized veining defects. Keep the systems separate.
A: Engineered spherical grains show excellent compatibility with most modern systems. Foundries successfully use furan, phenolic urethane, and cold box binders. The critical requirement is recalibration. You must reduce the binder ratios significantly. The low surface area requires 30 to 50 percent less resin. Failing to reduce binder causes gas defects.
A: Foundries typically see full returns within 6 to 12 months. This timeframe depends heavily on your current operational metrics. High casting volumes accelerate the return. Massive reductions in scrap rates also speed up profitability. Finally, your reclamation efficiency dictates how fast you stop buying new material. High recovery guarantees rapid returns.

 English
English